volara®
Why volara®?
In order to obtain valid measurement results, measurement and test processes must be comprehensively evaluated. The aim is to know the expanded measurement uncertainty for each measured value. If this is known, the measurement result is made up of the measured value ± expanded measurement uncertainty. volara® provides software that can be used to determine the measurement uncertainty for a specific measurement and test process. Furthermore, volara® manages the measurement and test processes in a company, as required by VDA Volume 5 (3rd edition)
Capability analyses for measuring systems and measurement and test processes
Valid measurement results actually speak for themselves. Because any further assessment of facts, statistical evaluations with calculation of capability indices or conformity assessment are ad absurdum if the measurement uncertainty is not known. ISO 14253ff (see figure on the expanded measurement uncertainty at the specification limits), which requires the expanded measurement uncertainty to be determined, provides clarity.
ISO 14253 also regulates how to deal with specification limits for both suppliers and customers. The requirements of ISO 14253 relate primarily to GPS (Geometrical Product Specification) dimensions, but can be applied to other measurands.

Relevant standards for determining the measurement uncertainty
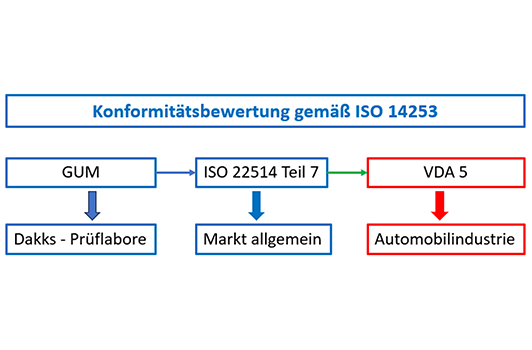
The illustration on the left shows relevant standards and directives.
The GUM (Guide to the Expression of Uncertainty in Measurement) describes a measuring system or a measurement process using a mathematical model. Although the GUM is the measure of all things, it is difficult to apply in practice due to the large number of influence quantities and is therefore primarily used by Dakks test laboratories (see ISO 17025).
In order to be able to determine the measurement uncertainty for practical applications, ISO 22514-7 was published, which describes simplified procedures for determining the measurement uncertainty of measuring systems and measurement and test processes. This procedure has been adopted 1:1 in the VDA 5 volume and has proven itself in practice over the years.
Distinction between measuring system and measurement process
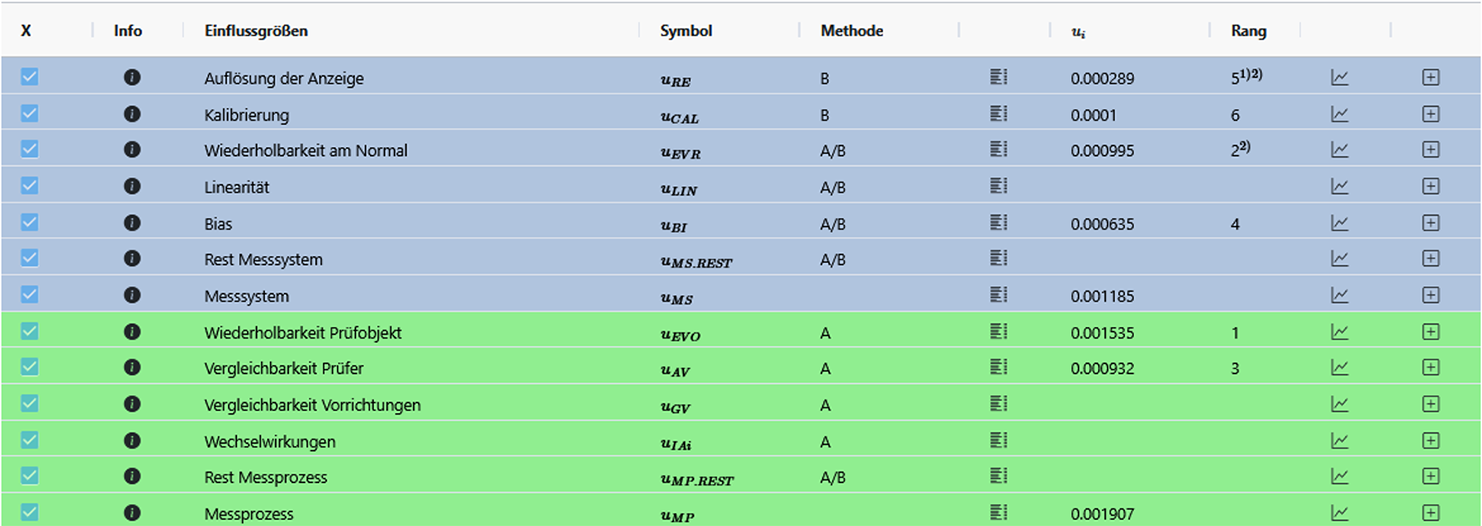
A distinction is made between the measuring system and the measurement and test process for capability analyses, as illustrated in the figure below.
The influence quantities shown in the lower area (blue) are primarily attributable to the measuring system. The resulting standard measurement uncertainty is referred to as uMS. This can be an MPE value (Maximum Permissible Error) or result from tests carried out. The tests are usually carried out under idealized conditions in the laboratory by suitably qualified persons. For new test equipment, these tests can be carried out by the manufacturer. They state the result in the product specification of the measuring equipment. In a company, these tests are normally carried out in an internal or external test laboratory (e.g. Dakks) for existing measuring equipment.
The uncertainty of a measurement process is made up of the standard uncertainty of the measuring system and the standard uncertainty resulting from the other influence quantities (green).

Parameters for the evaluation of measuring systems and measurement and test processes
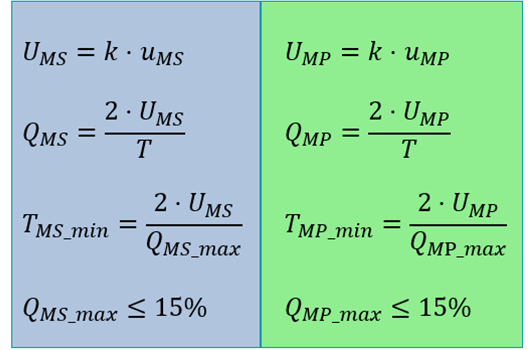
The standard measurement uncertainty of the measurement process is specified with the characteristic uMP. To determine this, the tests described in ISO 22514-7 and VDA 5 can be carried out to derive further relevant statistics. See the examples on the right.
Once the characteristics are known, the required conformity assessment can be carried out. The illustration opposite shows the conformity assessment in accordance with ISO 14253 and VDA Volume 5.
volara® supports the user with these extensive tasks.
Test process management
Due to the large number of possible influences in the real environment, it is often not easy to determine the resulting standard uncertainty using complex mathematical models. It is therefore recommended that a risk assessment is first carried out to determine whether the capability analysis described above needs to be carried out at all. Consideration should also be given to the transferability of known results from similar or comparable measurement and test processes. This may eliminate the need for time-consuming capability analyses. It is also important to maintain an overview of which measurement and test processes are currently in use and what state (stability) they are in in order to be able to intervene if necessary. These tasks are part of a test process management system.
In terms of VDA 5, an test process management system covers the following areas of responsibility:
- The starting point is the characteristics specified in a drawing or CAD model and the limits as the basis for a test plan (control plan)
- The test process is assigned to a risk class on the basis of a risk assessment. This assignment to a risk class – either “high”, “medium” or “low” – is based on the probability of occurrence of a wrong decision (in relation to the risks of the measurement process) and the consequence of a wrong decision (e.g. using a P-FMEA) depending on the area of application (production, development, …). The risk class is used to determine whether and how capability analyses in accordance with ISO 22514-7 or VDA 5 should be carried out.
- As these investigations are generally time-consuming, it should be assessed whether suitable measuring and test equipment, measuring systems or measurement processes are available in the company-specific test equipment management or test equipment management system on the basis of a transferability assessment for the respective application. Validation can be designed efficiently through possible transferability:
- Transferability of uncertainty components (e.g. measuring system based on calibration and existing capability analysis)
- Transferability of capability analyses (e.g. comparable measurement processes for similar components and characteristic specifications under the same boundary conditions).
- If the assessment is negative, the capability analysis must be carried out. It may be necessary to procure new measuring equipment for a measurement process that is suitable as a measuring system. The capability of the measurement process is then tested with the selected measuring system.
- If the measurement process is suitable, the conformity assessment is carried out in accordance with ISO 14253.
- If the measurement process is used, its stability over the period of use must be verified. This is the only way to determine that the uMP of the measurement process has not changed significantly and can therefore still be considered suitable for the measurement task. This is referred to as stability monitoring.
volara® supports the user in these diverse tasks. With volara®, they can maintain an overview at all times, demonstrate the transparency of their system in audits and generate the relevant reports for customers.
Get in touch with us!
Do you have any questions about volara®, our training offer or would you like to request an individual offer?
